
TB 43-0213
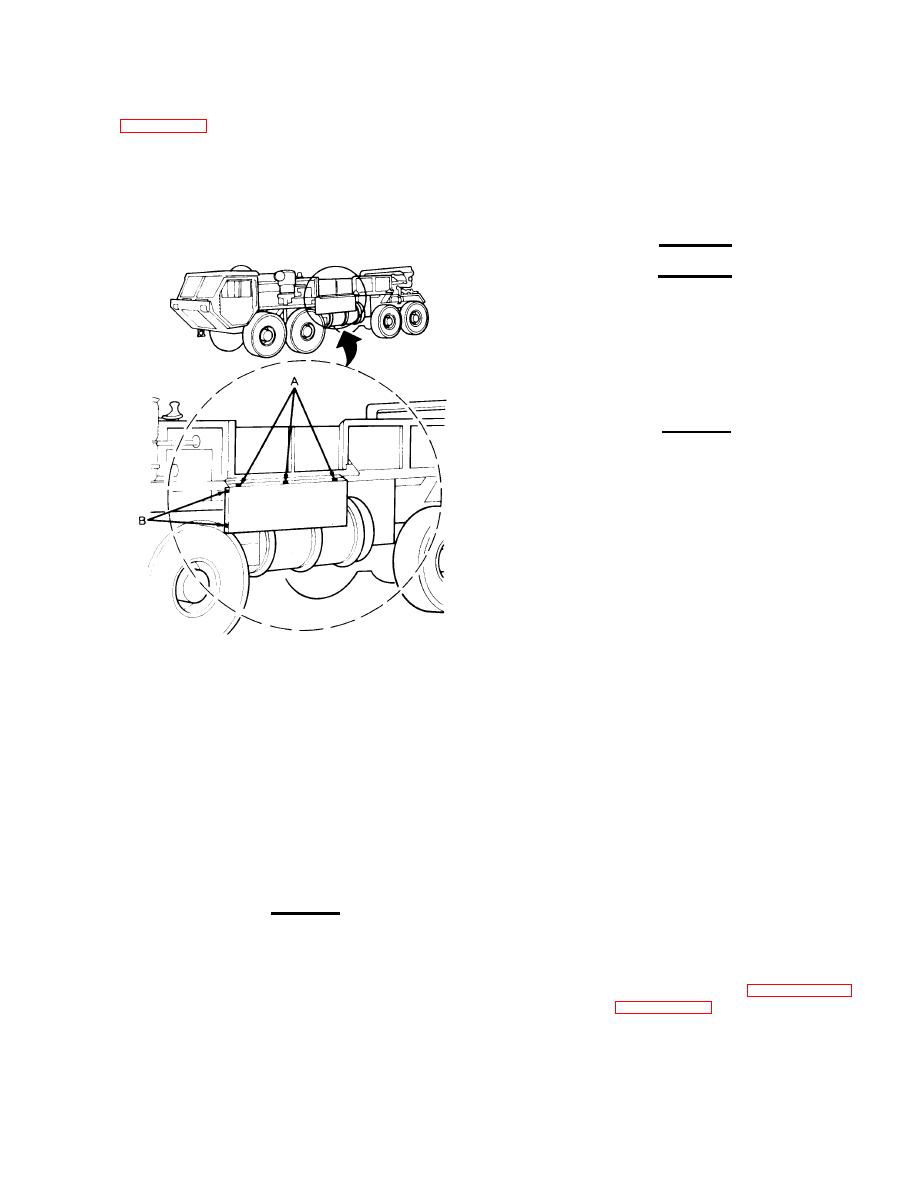
g. Drilling Tubular Cargo Side Panels (M984) (see
h. M977, M978, M983, and M985 Series Bodies,
There are no drilling procedures specified for these
bodies. Holes are either predrilled or not required.
(1) Open cargo side panel.
(2) Drill three holes A on bottom of panels,
Holes A may already exist.
19-3. Cleaning Procedures.
(3) Drill two holes B.
WARNING
When cleaning, water may be discharged in
excess of 1200 psi (8274 kPa) from high
pressure water equipment. Serious injury
could result. Eye protection must be worn
to prevent injury.
CAUTION
Steam cleaning will not be used.
a. Wash the interior of framerail structures through
drilled access holes to remove mud, dirt, and rust. Use
of a high pressure washer will facilitate this operation.
Observe the water flushed through the rails to
determine when it is clean.
b. Allow at least four hours for vehicle drying.
Additional drying time may be required if unfavorable
weather conditions exist. Compressed air may be used
to speed up the drying process.
TA504934
Figure 19-6. Drilling Tubular Cargo Side
c. Prime and paint those areas showing bare metal.
Panels (M984).
Allow painted areas time to dry before rustproofing.
Section III
RUSTPROOFING PROCEDURES
19-4. Rustproofing Procedures.
NOTE
There are areas where a 10 mil wet film
q
thickness cannot be obtained without
wasting a large amount of compound. In
CAUTION
those areas, complete coverage of the
surface area is necessary at whatever
Do not spray any portion of moving compo-
thickness is obtainable.
nents, transmission, transfer case, cylin-
For rustproofing procedures of specific
ders, pumps, valves, prop shaft, exhaust
q
vehicle items,
refer to Figure 19-7
system, rubber bump stops, brakedrums,
through Figure 19-14.
brake backing plates, parking brake linkage,
shift linkage, tires, electrical components,
a. Dry Film Thickness Requirements. A five mil dry
engine linkages, or air intake systems. Cov-
film thickness is required for adequate rustproofing
er all areas with paper where necessary.
19-3

