
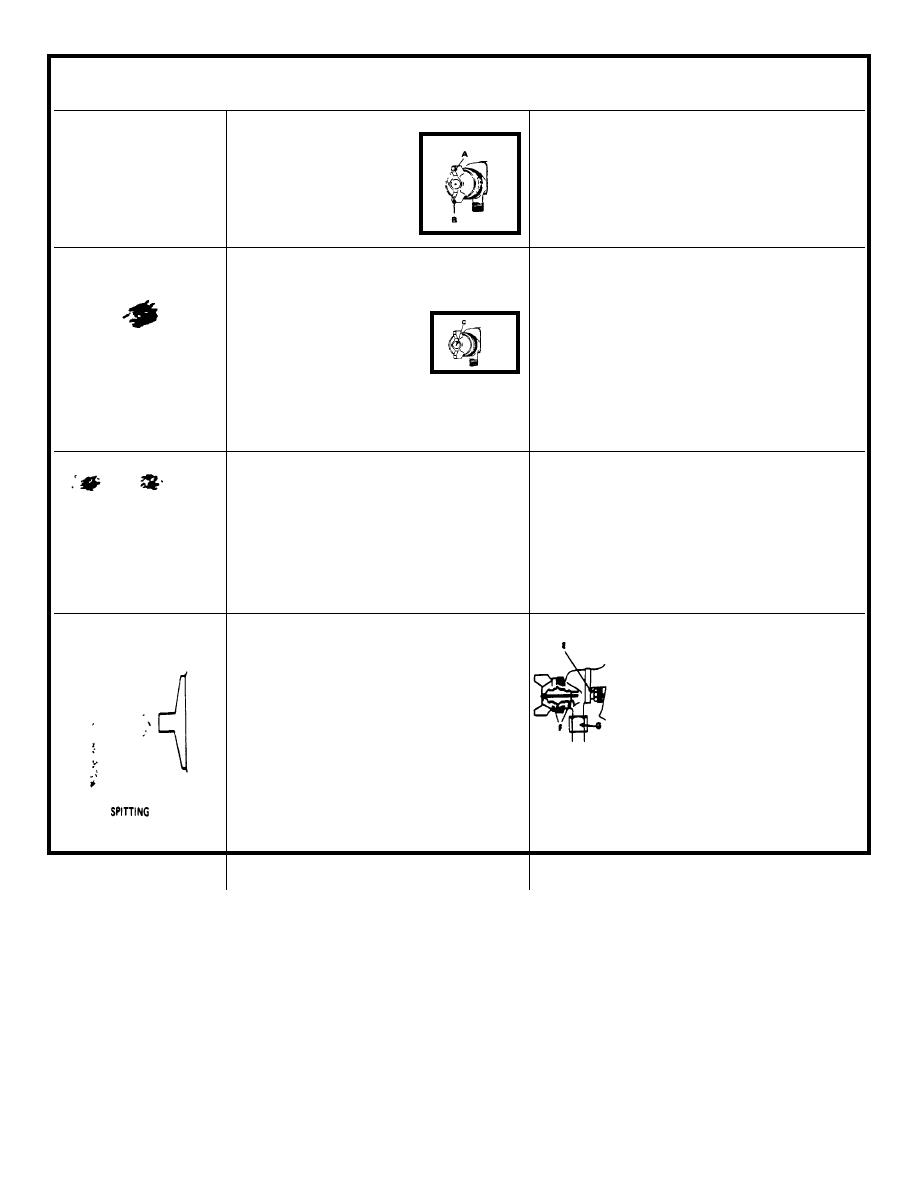
FAULTY PATTERNS and how to correct them
PATTERN
CAUSE
CORRECTION
Dried material inside-
port "A" restricts passage
Dissolve material m
side-ports with
of air Greater flow of air
thinner, then blow gun clean. Do not
from cleaner side-port
poke into openings with metal instru-
"B" forces fan pattern in
ments.
direction of clogged side
Dried material around
the outside of the fluid
nozzle tip at position
"C" restricts the passage
Remove air nozzle and wipe off fluid
of atomizing air at one
tip, using rag wet with thinner Tight-
point through the center
en air nozzle
opening of air nozzle and
results in pattern shown.
This pattern can also be
caused by loose air nozzle
A split spray or one that is
Reducing
air pressure will correct
heavy on each end of a fan
cause (1). To correct cause (2), open
pattern and weak m the mid-
material control to full position by
die is usually caused by (1)
turning to left. At the same time, turn
too high an atomization air
spray width adjustment to right. This
pressure, or (2) by attempting
will reduce width of spray but will cor-
to get too wide a spray with
rect split spray pattern.
thin material.
To correct cause (1)
back up knurled nut
(1) Dried out packing around
(E), place two drops
material needle valve permits
of machine oil on
air to get into fluid passage-
packing, replace nut
way. This results in spitting.
and tighten with fing
(2) Dirt between fluid nozzle
ers only. In aggra-
seat and body or loosely in-
vated cases, replace
stalled fluid nozzle will make
packing.
gun spit.
(3) A loose or defective swiv-
To correct cause (2), remove fluid noz-
el nut on siphon cup or ma-
zle (F), clean back of nozzle and noz-
terial hose can cause spitting.
zle seat in gun body using rag wet with
thinner, replace nozzle and draw up
tightly against body
3
